
PEMAC® Report
PEMAC® Report erbjuder snabb och exakt information om förväntade problem. Som indata till PEMAC® Report används R-filer skapade av de olika systemen i MIVA®-serien. Varje R-fil är c:a 7 kB stor och kan nås via LAN och Internet. Filerna kan även skickas som e-postbilagor eller på USB-minnen och öppnas av PEMAC® Report.
 Maskinens tillståndsstatus markeras med grönt, gult, rött och blått i programmet. En snabb titt på skärmen ger omedelbar information om förväntade problem. Genom att installera skärmar på strategiska platser i anläggningen, t.ex. kontrollrum och i entrén till underhållskontoret upprätthålls alla om förändringar i maskinens tillstånd. Samma skärm är även tillgänglig på andra PC-klienter på det lokala nätverket och hos externa experter via Internet.
Maskinens tillståndsstatus markeras med grönt, gult, rött och blått i programmet. En snabb titt på skärmen ger omedelbar information om förväntade problem. Genom att installera skärmar på strategiska platser i anläggningen, t.ex. kontrollrum och i entrén till underhållskontoret upprätthålls alla om förändringar i maskinens tillstånd. Samma skärm är även tillgänglig på andra PC-klienter på det lokala nätverket och hos externa experter via Internet.
Definition av tillståndsstatus
PEMAC® Report visar färgkodad tillståndsstatus på olika nivåer:
- Status för anläggningen
- Maskinstatus
- Mätpunktsstatus
- Parameterstatus
Status för en viss nivå är en funktion av statusen på underliggande nivåer. Statusen för normaltillståndet är definierad av standardmaskinen som är tilldelad till den aktuella maskinen.
| Färgkod | Status | Tillstånd | Felrisk | Åtgärd |
| Bra | Inom normal variation | Ingen | Ingen | |
| Tillfredställande | Liten avvikelse från normalt | Låg | Var uppmärksam | |
| Otillfredställande | Stor avvikelse från normalt | Hög | Analysera och bestäm åtgärd | |
| Oacceptabel | Över max tillåtna gränsvärden | Påfallande | Åtgärda |
Användningsexempel
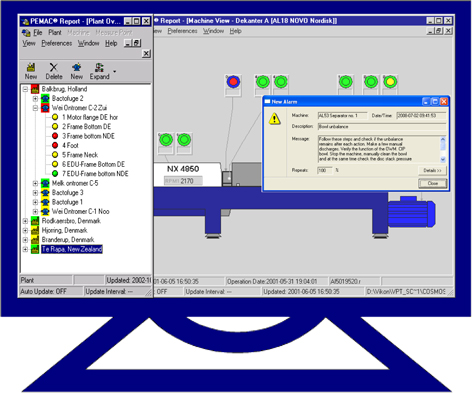
Här följer ett exempel på hur PEMAC® Report kan användas till övervakning av underhållsaktiviteter på maskinerna i en anläggning. PEMAC® Report är konfigurerad med klartextmeddelanden som öppnas för att uppmärksamma om underhållsaktiviteter när en larm utlöses.
Larmet skickas direkt till kontrollrummet via reläer i mätenheten. Maskintillståndet uppdateras fortlöpande på PC-skärmen som är uppsatt t.ex. i entrén till underhållskontoret. PC:n är uppkopplad till MIVA® Online System via lokalt nätverk. Det aktuella maskintillståndet för hela anläggningen visas på PC-skärmen och uppdateras t.ex. var femte minut. Personal som passerar PC:n kommer omedelbart få en överblick av situationen.
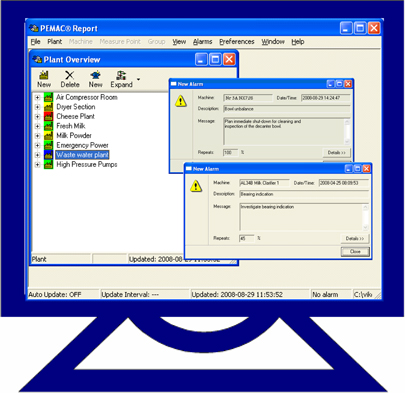 I det här exemplet visar PC-skärmen acceptabel maskinstatus för alla delar av anläggningen utom två. En sektion har oacceptabel status (blå) och en har otillräcklig status (röd). Klartextmeddelanden har öppnats på skärmen för varje maskin som orsakar ett larm.
I det här exemplet visar PC-skärmen acceptabel maskinstatus för alla delar av anläggningen utom två. En sektion har oacceptabel status (blå) och en har otillräcklig status (röd). Klartextmeddelanden har öppnats på skärmen för varje maskin som orsakar ett larm.
Meddelandet högst upp säger att maskinen som hanterar avloppsvatten har så hög obalans att omedelbar åtgärd krävs. Larmets repeterbarhet är 100%.
Meddelandet längst ned har genererats av mjölkseparatorn i maskinen som gör ost. Det säger att lagren behöver kontrolleras. Repeterbarheten för larmet är 45%. Den lägre graden av repetition tyder på att larmet inte är stabilt, dvs varit på vid 45% av mätningarna sedan första gången det rapporterades.
Baserat på dessa meddelanden är det uppenbart att maskinen som hanterar avloppsvatten har ett akut tillstånd som måste hanteras omdelbart. Maskinen som gör ost är inte i ett akut tillstånd men har återkommande indikationer om dåliga lager som måste följas upp mer noggrant. Service på denna maskin kan schemaläggas till en lämplig tidpunkt i produktionen.
Utöver ovanstående information som är lätttillgänglig för vem som helst som passerar PC-skärmen, finns det ett antal rapporter tillgängliga för manuell analys och stöd för diagnostiken som systemet gjort. Exempel på rapporter visas i nedanstående stycke.
Rapportsammanfattning
PEMAC Report erbjuder ett antal olika rapporter som kan användas som understöd till underhållsåtgärder. Några exempel på rapporter följer nedan.
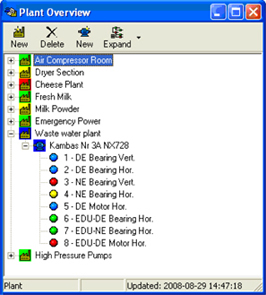 Anläggningsöversikt Visar anläggningar och maskiner i en trädstruktur. Statusen för en anläggning ärver den mest illavarslande statusen av alla maskiner som ingår i anläggningen. Anläggningen kan expanderas för att visa alla maskiner, och varje maskin kan expanderas för att visa alla mätpunkter. |
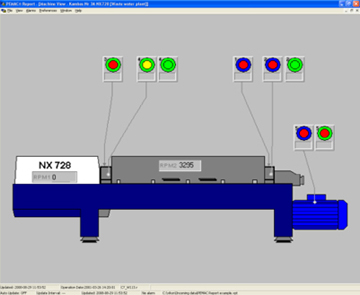 Maskinvy Maskinvyn visar en bild på maskinen och dess mätpunkter. |
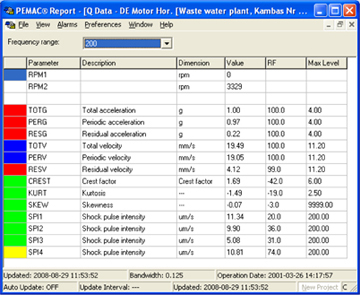 Q-Rapport En rapport finns tillgänglig för varje mätpunkt och åtgärd. Rapporten visar status för varje parameter. |
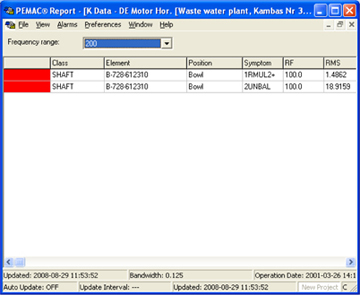 K-Rapport Här visas tillståndet för maskinens komponenter och symptom som genererats av komponenter, t.ex. lager, axlar osv. De komponenter som avviker mest från normala värden visas först. Avvikelser långt över normalt visas i rött. |
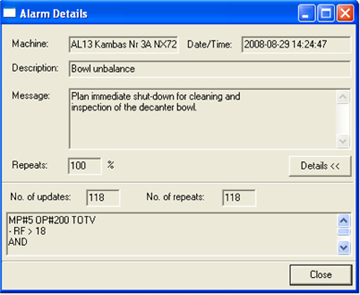 Larmmeddelande Här beskrivs i klartext orsaken till larm och rekommenderade åtgärder. Text och villkor för att visa ett meddelande kan programmeras av användaren. En räknare ökas varje gång ett meddelande visas. Värdet på räknaren visas i fältet Repeats. Ett värde på 100% innebär att larmet går hela tiden. |
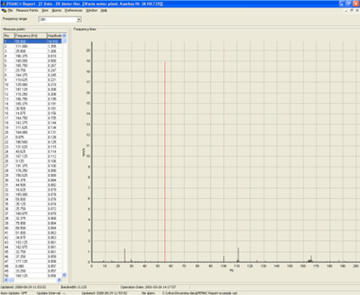 F-Rapport En rapport finns tillgänglig för varje mätpunkt och åtgärd. Rapporten visar de 50 högsta topparna inom valt spektrum. |
Modul för standardmaskiner
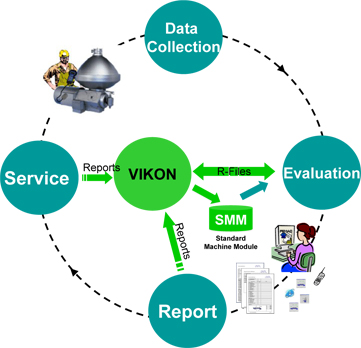
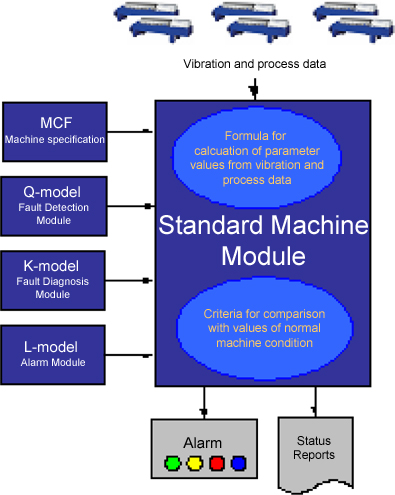 MIVA® Online analyserar och diagnosticerar automatiskt tillståndet för maskinerna och dess komponenter genom att jämföra uppmätta parametervärden med motsvarande parametervärden på en standardmaskin. Alla standardmaskiner som används av MIVA® Online vid olika, specifika situationer finns lagrade i en inställningsfil som heter Standard Machine Module (SMM). Här nedan används förkortningen SMM både för själva modulen och för en specifik standardmaskin inom modulen.
MIVA® Online analyserar och diagnosticerar automatiskt tillståndet för maskinerna och dess komponenter genom att jämföra uppmätta parametervärden med motsvarande parametervärden på en standardmaskin. Alla standardmaskiner som används av MIVA® Online vid olika, specifika situationer finns lagrade i en inställningsfil som heter Standard Machine Module (SMM). Här nedan används förkortningen SMM både för själva modulen och för en specifik standardmaskin inom modulen.
SMM definierar gränsvärden för normal och acceptabel variation i maskinens tillstånd. Den innehåller konfigurationsfiler och datamodeller med instruktioner och kriteria för feldetektering och diagnosticering. Maskinstatus och status för maskinens komponenter som roterande axlar, lager, växlar osv definieras av jämförelser av uppmätta parametervärden med värden i SMM. Se ovan i avsnitten "Definition av tillståndsstatus".
Fortlöpande förbättring av SMM genom återkoppling av data och erfarenheter
Kriteria för igenkänning av fel kan ställas in enligt ISO-standarder. Även om det är ett bra sätt att påbörja övervakning av en maskin begränsar det definitivt funktionerna för feldetektering och diagnosticering hos MIVA® Online.
 ISO-kriteria kan uppmärksamma fel som obalanserade och feljusterade axlar men kommer absolut inte vara tillräckligt för att hitta defekta lager, smutsig smörjolja, växelproblem och andra liknande problem hos en maskin. Det kräver andra slags parametervärden än de som finns i ISO-standarderna.
ISO-kriteria kan uppmärksamma fel som obalanserade och feljusterade axlar men kommer absolut inte vara tillräckligt för att hitta defekta lager, smutsig smörjolja, växelproblem och andra liknande problem hos en maskin. Det kräver andra slags parametervärden än de som finns i ISO-standarderna.
MIVA® Online använder mer än 65 parametervärden för varje mätpunkt för att detektera och diagnosticera fel. Alla dessa parametervärden kräver kriteria för normalt och acceptabelt tillstånd. Att skapa pålitliga kriteria är oftast en långdragen process som omfattar återkoppling av data och rapporter från analys och underhållsåtgärder. Det är här som SMM har en viktig roll i MIVA Online. All ackumulerad erfarenhet från maskiner lagras i SMM och används för att förbättra tillförlitligheten i framtida rapporter. Eftersom SMM kan omfatta antingen en hel klass av maskiner eller en speciell slags maskin så kan det användas även till andra maskiner av samma klass eller typ från första dagen.
VIKON erbjuder tjänster för utveckling och finjustering av SMM som en del av PEMAC® Operation Services. Denna tjänst kan utföras i bakgrunden utan att avbryta övervakningen. En typisk inlärningscykel för SMM kan pågå under några månader till flera år beroende på hur komplexa modellerna är och hur många maskiner som använder samma SMM.
 Parametervärden och datamodeller
Parametervärden och datamodeller
Matematiska och logiska modeller används av SMM för att definiera status på maskinen och dess komponenter. Vi kallar dessa modeller för "Q-Model" och "K-Model". Dessa modeller är specifikt utvecklade för vibrationsanalys. Sedan finns "L-Model", en logisk modell som kombinerar parametervärden från både Q-modellen och K-modellen för att identifiera och diagnosticera fel. En väljusterad SMM kan använda L-modellen för att visa meddelanden om rekommenderade underhållsåtgärder i klartext.
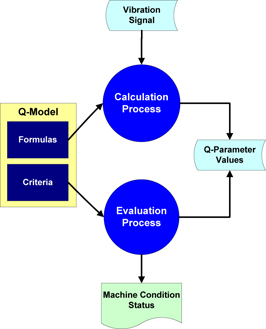
Q-modellen
Q-modellen används för analys av avvikelser i vibrationstillstånd mellan den undersökta maskinen och SMM. Oacceptabla avvikelser tolkas som en förändring i tillståndet och genererar ett larm och en rapport som indikerar larmstatus och status på de parametervärden som orsakat larmet.
Inflytandet hos huvudsakliga vibrationskällor på de uppmätta Q-parametervärdena illustreras i följande tabell. I den här tabellen används V för vibrationshastighet och G för acceleration. Dessa båda används för feldetektering.
| Huvudsaklig källa | Q-parameter | Kommentarer |
|
Roterande krafter |
TOTG |
Övervakar den totala hastighetsamplituden (V) och den totala accelerationsamplituden (G) för ett specifikt frekvensområde och de delar av dem som orsakas av periodisk vibration. Typiska källor är obalans och problem i växellådor. Värdet PERV mäts även för den omslutande signalen EDU. (1) ISO-standarden använder TOTV (mm/s rms) i intervallet 1000 Hz för att definiera vibrationsskärpan, hur allvarlig vibrationen är. |
|
Stötar |
CREST |
Känslighet för kortvariga förändringar i vibrationssignalen. Typiska källor är defekta lager, defekta växlar, lösa förband osv. |
|
Friktionskrafter |
SPI1 |
Uppskattar brusnivån i en vibrationssignal. Typiska exempel på källor till brus är defekta lager, iskrap, kavitation i pumpar, växlar i dåligt skick eller otillräcklig smörjning. |
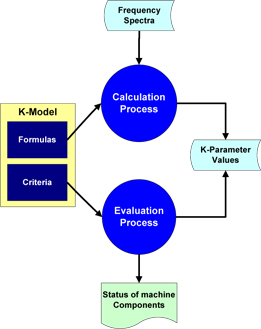 K-modellen
K-modellen
K-modellen används för att identifiera felaktiga komponenter i maskinen genom analys av avvikelser mellan själva vibrationsmätningarna och SMM. En K-parameter representerar ett symptom i vibrationsspektrumet (frekvensmönster) releterad till en specifik maskinkomponent som en axel eller ett lager.
SMM består av ett antal möjliga symptom och kriteria för normaltillståndet hos varje maskinkomponent. Avvikelsen mellan uppmätta symptom och de symptom som definieras i SMM möjliggör exakt diagnostik av defekta maskinkomponenter.
K-modellen innehåller parameterformler och kriteria för beräkning och bedömning av symptom som hör till maskinkomponenterna. Varje parameter beskriver ett mönster i vibrationsspektrumet som genererats under normala förhållanden samt när ett fel uppstått. Den spektrala kraften i mönstret är värdet på K-parametern. Modellen innehåller även kriteria för normala variationer av K-parametervärdena.
SMM för en klass av maskiner
När man påbörjar en tillståndskontroll finns det ofta inga andra värden för Q-parametrarna än TOTV (hastighetsamplitud rms) i intervallet 1000 Hz. VIKON kan ha SMM för vissa typer av maskiner och i det fallet kan referensvärden definieras för alla parametrar. Dock i det fallet då ingenting är känt om maskinen förutom vilken kategori av maskiner den tillhör, är det fortfarande möjligt att få en bra referens genom att använda ISO 2372-standarden.
Nedanför visas intervall för vibrationsskärpa, vad som räknas som allvarliga mätvärden och exempel på applikationer inom olika klasser av maskiner enligt ISO 2372.
| Klasser av maskiner som definieras av ISO 2372 | |||
| Klass I - Enskilda delar på motorer och maskiner, integralt ihopkopplade med hela maskinen i sitt normala funktionstillstånd. (Elmotorer i produktion upp till 15 kW är typiska exempel på maskiner i den här kategorin.) | Klass II - Mellanstora maskiner (typexempel elmotorer med 15-75 kW effekt) utan speciella fundament, styvt monterade motorer eller maskiner på speciella fundament (upp till 300 kW). | Klass III - Stora kraftalstrare (turbiner) och andra större maskiner med roterande kärna monterade på styva och tunga fundament som är relativt tröga i den uppmätta vibrationsriktningen. | Klass IV - Stora kraftalstrare och andra större maskiner med roterande kärna monterade på fundament som är relativt rörliga i den uppmätta vibrationsriktningen (t.ex. turbogeneratorer, speciellt dem som har lättviktskonstruktioner). |
| Vibrationsskärpa mm/s rms |
Små maskiner | Medelstora maskiner | Stora maskiner | |
| Klass I | Klass II | Klass III Relativt tröga |
Klass IV Relativt rörliga |
|
| 0.28 | ||||
| 0.45 | ||||
| 0.71 | ||||
| 1.12 | ||||
| 1.80 | ||||
| 2.80 | ||||
| 4.50 | ||||
| 7.10 | ||||
| 11.20 | ||||
| 18.00 | ||||
| 28.00 | ||||
| 45.00 | ||||
| 71.00 | ||||
VIKON förbehåller sig rätten att förändra alla delar av ovanstående publikation p.g.a. eventuella försummelser eller fel i texten. VIKON avsäger sig skyldigheter för fel eller försummelser. För att försäkra sig om korrekta uppgifter, hänvisas vänligen direkt till ISO 2372-standarden.
Ovanstående diagram visar intervall för vibrationsskärpa och exempel på tillämpningar inom olika klasser av maskiner enligt ISO 2372. De färgade rutorna för oacceptabel, otillräcklig och tillräcklig variation är enbart rekommendationer. Färgerna ska tolkas som följer:
Grön - normaltillstånd
Gul - tillfredställande tillstånd
Röd - otillfredställande tillstånd
Blå - oacceptabelt tillstånd