
MIVA® Master
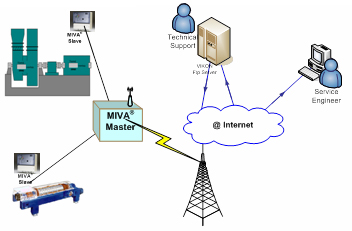 MIVA® Master is the solution for those who desire continuous remote monitoring of machinery in a plant with the ability to get status reports and data locally and over Internet. The monitoring is based on statistical models for alarms and detection of faults in the machine.
MIVA® Master is the solution for those who desire continuous remote monitoring of machinery in a plant with the ability to get status reports and data locally and over Internet. The monitoring is based on statistical models for alarms and detection of faults in the machine.
MIVA® Master continuously collects and analyzes vibration data. People concerned get a continuous overview of the machine condition and reports via Internet.
Optimization of the models is offered as Internet services by VIKON. Updates are performed in the background without disrupting the monitoring.
A MIVA® Online System consists of the following items:
MIVA® Master Central Unit (CU) which is the heart of the system. It contains software and electronics required to monitor, detect, diagnose and report changes in machine condition. The CU is tested in the factory and ready for connection to the MIVA® Data acquisition units (DAU). One CU has the capacity to control 256 DAU's via a RS-485 Network cable.
The processing unit in MIVA® Master runs on Windows. A network controller (10/100 MHz Ethernet) allows data and reports to be distributed via LAN and the Internet. Optional hardware for wireless communication over a mobile GSM/GPRS network can be installed in MIVA® Master.
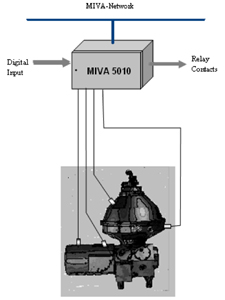
MIVA® Slave units are used for vibration monitoring. They can be delivered with industrial enclosure (IP66) or for DIN-rail installations. Each unit can be equipped with 1, 8 or 16 vibration signal input and 2 RPM signal for shaft speed and position measurements.
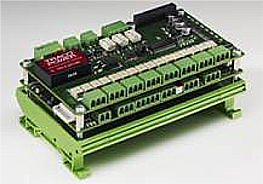
DIN version of the MIVA® 5010 Data Acquisition Unit.
PEMAC® Condition Monitoring Software has many functions:
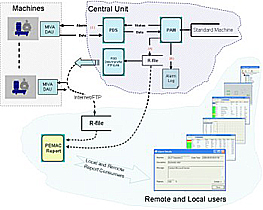
- PEMAC® Data Server (PDS) acquires data from the process and from vibration sensors on the machines. After each complete scan on all measure points, a large number of parameter values are calculated based on the signals. The scan time varies from seconds to minutes depending on how the PDS is configured.
- PEMAC® Alarm Module (PAM) evaluates machine condition by comparing measured parameter values on shafts, bearings, gears and so on with values of a standard machine. Output from PAM is a R-file report showing status of the machine and its components in clear text.
- PEMAC Data Dispatcher (PDD) distributes alarm and reports to local and remote users via LAN/WLAN/GSM/GPRS and the Internet.
- PEMAC Report is run on a client PC with Windows. The program reads the report files (R-Files) generated by PAM. The report shows machine status in colors and presents a status report in clear text.
How MIVA® Online works
Above MIVA® Equipment and the PEMAC® Condition Monitoring software provides a universal and cost-effective solution for Condition Based Maintenance and Quality Control. The system can be used on any type of rotating machinery during production at the end user and during delivery testing after manufacturing. Data and reports with statements on machine condition and condition of various fault sources can be read by PC Clients with access to the user LAN or to the Internet.
The PEMAC® software is continuously acquiring vibration and process signals from the machines. A large number of parameter values are calculated from the signals after each scan on the machine. The condition of the machine and its components such as shafts, gears, bearings etc. is determined by comparing the measured parameter values with the corresponding values of a “Standard Machine”. The discrepancy defines status for the machine and its components. A complete report is stored in a file (R-File) after each scan.
The methods used in MIVA® Online can measure machine condition as a single value (RFA). This value is a function of all parameter values acquired from the machine. Limits for normal, acceptable, unacceptable values are determined by statistical methods. Unacceptable values generate alarm and a clear text message stating the cause of alarm.
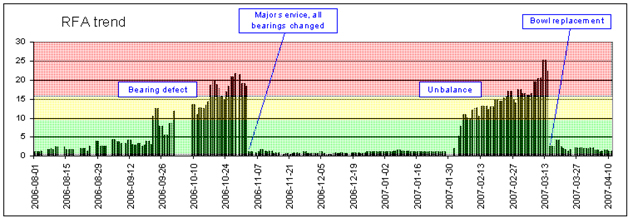
Fig 1: RFA trend for two fault types in a high speed centrifuge; bearing defect and bowl unbalance vs time
MIVA® Hardware
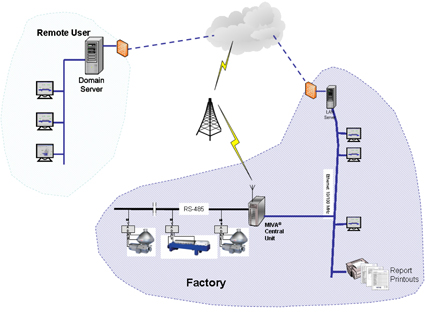 MIVA® Online is built around a central unit (CU) and data acquisition units (DAU) installed next to each machine. The CU controls all DAU via a common network cable. Vibration- , shaft speed- and process signals are connected to DAU, which also have digital input and output for control of data collection and local alarm.
MIVA® Online is built around a central unit (CU) and data acquisition units (DAU) installed next to each machine. The CU controls all DAU via a common network cable. Vibration- , shaft speed- and process signals are connected to DAU, which also have digital input and output for control of data collection and local alarm.
The software in CU allows data and reports to be transmitted to remote users over LAN or via optional hardware and the public mobile network.
Click here to read about the PEMAC® software.
For more information about this product, please contact VIKON.